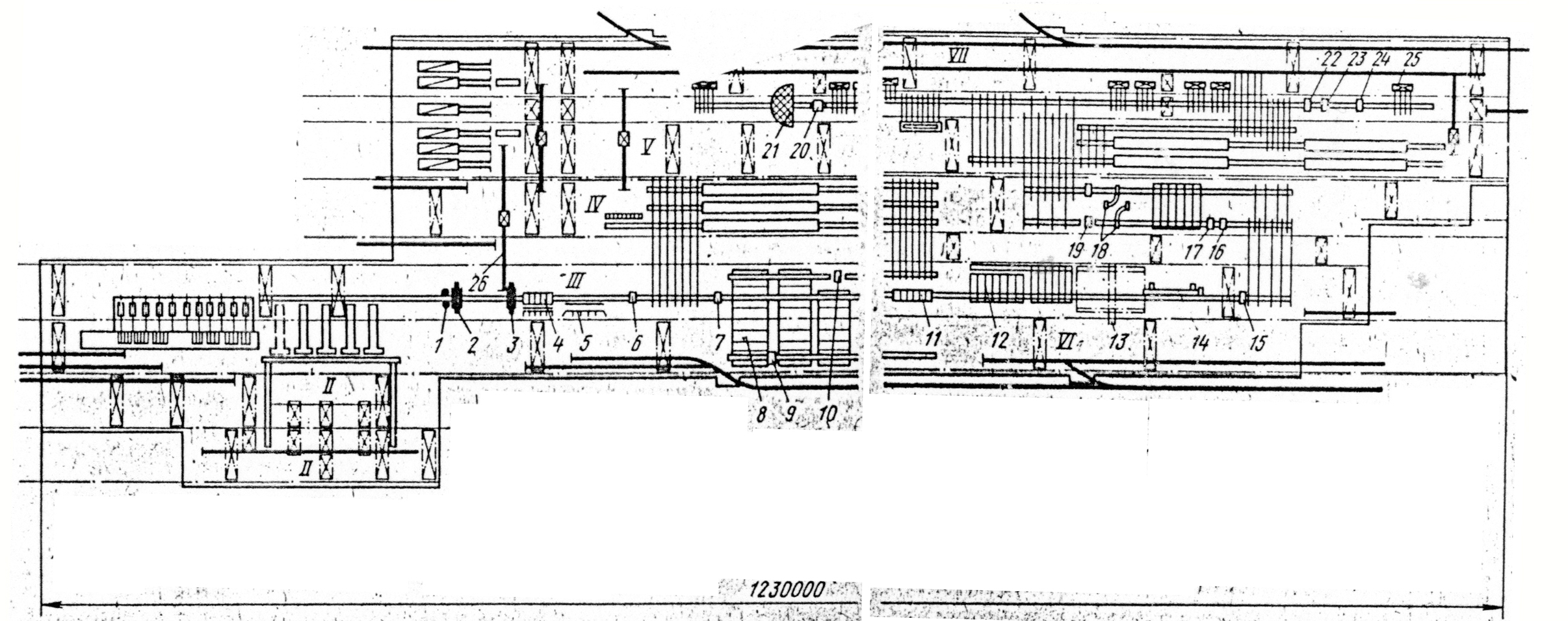
ОЛСТО ЛИСТОВОЙ СТАН 3600 МАРИУПОЛЬСКОГО МЕТАЛЛУРГИЧЕСКОГО КОМБИНАТА "АЗОВСТАЛЬ" им. С. ОРДЖОНИКИДЗЕ Стан введен в эксплуатацию в 1973 г., предназначен для прокатки листов толщиной 9-50 мм и плит толщиной 51-200 мм из углеродистых конструкционных и низколегированных сталей. Ширина прокатываемых листов и плит 2-3,2 м, длина 6,0-28,0 м. Длина поставляемых плит < 12 м. Оборудование стана расположено в семи пролетах рисунок 1.
Подготовка металла к прокатке:
Перед прокаткой слитки и слябы поступают на склад заготовок, ширина пролета которого 36м, длина 252м, площадь 9070 м2. Склад оборудован восемью 46-т электромостовыми кранами с вращающейся тележкой и гибким подвесом траверсы.
Размеры и масса слябов: толщина 130-350 мм, ширина 1100-1900 мм, длина 2100-3400 мм, масса 2,2—16,0 т.Размеры и масса слитков: толщина 450-940 мм, ширина 1300-20С0 мм, высота 2000-3000 мм, масса 10,0-30,0 т.Стали, прокатываемые на стане, приведены в таблице 1. Для нагрева слябов служат четыре нагревательные печи. Все печи методические, рекуперативные пятизонные, двухрядные с двухсторонним нагревом, торцевым посадом и выда¬чей. Отапливаются природным газом Воздух подогревается, в металлических рекуператорах до 400 °С. Охлаждение подовых труб испарительное. Предусмотрено резервное охлаждение химически очищенной водой из аварийного запаса.
Для каждой зоны отопления предусмотрен автоматический контроль и регулирование основных параметров; температуры в каждой зоне, давления в томильной зоне, соотношения газ—воздух в каждой зоне, температура металла по всей длине печи, температуры подины в томильной зоне, температуры трубок рекуператора и защиты их от перегрева, гидрав¬лического и температурного режимов дымового тракта, отсечки газа в каждую зону при падении давления газа или воздуха. Активная площадь пода печи 211 м2. Длина зон, мм: томильной 8630, монолитной части подины 7854, первой сварочной 7524, второй сварочной 9280, методической 5238. Напряженность активного пода 180-610 кг/(м2*ч). Рекуператор металлический петлевой. Поверхность нагрева рекуператора 1126 м3. Температура продук¬тов горения перед рекуператором 900 ºС, после рекуператора 580 °С. Горелки двухпроводные "труба в трубе", ДВ-250/40. Всего в
печи 34 горелки, в том числе в томильной зоне семь, первой сварочной верхней — шесть, второй сварочной верхней — семь, первой сварочной нижней — семь, второй сварочной нижней — семь. Максимальный расход газа 2,6 м3/с. Производительность печи 38-129 т/ч.
Для подачи металла к печам установлен подъемный стол для слябов грузоподъемностью 64 т и толкатель загрузочного устройства, усилие толкания - 98,1 кН, максимальный ход штанги - 4400 мм, скорость перемещения - 0,53 м/с.
Слябы загружаются в печь печным толкателем с усилием толкания 2,45 МН, максимальным ходом 5,1 м и скоростью 0,06 м/с. Печи оборудованы устройством для безударной выдачи слябов: максимальная сила тяги 529 кН, путь перемещения 4040 мм, скорость перемещения 0,48 м/с, длительность поднятия сляба 4,0 с. Режим нагрева слябов в методических печах приведен в таблице 2.
Для нагрева слитков в цехе установлены четыре группы рекуперативных нагревательных колодцев. Каждая группа нагревательных колодцев состоит из четырех независимых ячеек длиной 9850, шириной 3330, высотой 4564 мм, с площадью пода 32,5 м2 и объемом рабочей камеры 134,9 м3. Каждая ячейка оборудована одной инжекционной горелкой, установленной в торцевой стене. Колодцы отапливаются природным газом. Давление газа в коллекторе 7,85—9,81 кПа. Максимальный расход газа на один колодец - 0,3 м3/с.
Для подогрева воздуха каждая ячейка оборудована трубчатым керамическим рекуператором с поверхностью нагрева 580 м2. Воздух из керамического рекуператора инжектируется в горелке компрессорным возду¬хом давлением 0,13 МПа, который предварительно подогревается до 300 °С в металлическом трубчатом рекуператоре с поверхностью нагрева 12,7 м2.
Максимальный общий расход воздуха для горения на одну ячейку 0,32 м3/с. На колодцах предусмотрено сухое шлакоудаление, для чего в подине колодца установлены две шлаковые летки.
Система контроля и регулирования температуры состоит из платинородий/платиновой
термопары ТПП—П, электронного самопишущего потенциометра типа КСП—3, задатчика температуры, установленного на пульте, электрического изодромного регулятора типа РП2—П2, магнитного усилителя, электрического исполнительного механизма и регулирующей поворотной заслонки.
Таблица 1 - Марочный сортамент стана.
Наименование продукции
| Марки стали
| Сталь толстолистовая и широкополосная
(универсальная) углеродистая обыкновенного
качества по ГОСТ 14637-69
| Все по ГОСТ 380-71
| Сталь свариваемая корпусная для судостроения
по ГОСТ 5521-67
| С, ВСт3сп2, ВСт3сп4, 09Г2,10Г2С1Д, 10ХСНД, ВСт3пс2, ВСт3пс4, ВСт3кп2, 09Г2С, Ст3мост,
М16С
| Сталь горячекатаная толстолистовая качественная для мостостроения по ГОСТ 14637-69
| 08КП, 08ПС, 08, 10КП, 10ПС, 10, 15КП, 15ПС, 15, 20КП, 20ПС, 20, 30, 35, 40, 45, 50, 55, 60, 65, 70, 15Г, 20Г, 30Г, 40Г, 50Г, 60Г, 65Г, 70Г, 10Г2,
35Г2, 40Г2, 45Г2, 50Г2, 20Х, 38ХА, 40Х, 45Х
| Сталь листовая углиродистая
и низколегированная для котлостроения и сосудов работающих под давлением по ГОСТ 5520-69
| 12К, 15К, 16К, 18К, 20К, 16ГС, 09Г2С, 10Г2С, 09Г2, ВС2т, ВСт3.
| Сталь толстолистовая и широкополосная (универсальная) низколегированная.
| 14Г2, 09Г2, 09Г2Д, 12ГС, 16ГС, 17ГС, 17Г1С, 09Г2С, 10Г2С1, 09Г2СД, 10Г2С1Д, 15ГФ, 15Г2СФ, 15ГФД, 15Г2СФД, 14Г2АФ, 16Г2АФ, 18Г2АФпс, 14Г2АФД, 16Г2АФД, 15Г2АФДпс, 10Г2Б, 10Т2БД, 14ХГС, 10ХСНД, 15ХСНД, 10ХНДП
|
Таблица 2-Режим
нагрева слябов в методических печах стана 3600
| Температура, ºС | | Группа | Печи, т/ч
| в томильной зоне
| в первой сварочной
| верх
| низ
| I
| 90
| 1260-1280
| 1290-1320
| 1200-1250
| 110
| 1270-1290
| 1320-1350
| 1250-1300
| 130
| 1280-1300
| 1350-1380
| 1300-1350
| II
| 90
| 1250-1270
| 1290-1320
| 1200-1250
| 110
| 1260-1280
| 1300-1350
| 1220-1280
| 130
| 1270-1290
| 1330-1380
| 1280-1320
|
III | 90
| 1230-1250
| 1250-1290
| 1200-1250
| 110
| 1240-1260
| 1290-1320
| 1210-1260
| 130
| 1250-1270
| 1300-1350
| 1250-1300
|
Продолжение таблицы 2 | Температура, ºС | Група
| Во второй сварочной
| в конце печи в отводящем
канале,<
| Тнагр,
ч-мин
| верх
| низ
| I
| 1180-1230
| 1100-1150
| 1000
| 2-00до 3-55
| 1250-1290
| 1200-1260
| 1050
| 1-50 до 3-40
| 1290-1320
| 1260-1300
| 1100
| 1-45 до 3-25
|
II
| 1100-1150
| 1000-1100
| 900
| 2-15 до 4-20
| 1150-1200
| 1000-1100
| 900
| 2-0,5 до 3-55
| 1150-1200
| 1000-1100
| 900
| 1-55 до 3-55
|
III
| 1150-1200
| 950-1000
| 800
| 2-40 до 5-15
| 1000-1100
| 1050-1100
| 800
| 2-15 до 4-40
| 1150-1180
| 1100-1150
| 800
| 2-05 до 4-30
|
Таблица 3
Стали
| tпов.сл.,°С
| tкол,°С | Общая продолжительность нагрева, ч-мин
6÷7÷8 слитков в ячейке изложницы топа
| ВС-19, ЛП15-20,13с-23
| ЛП1-15, ЛП8-11
| Ст0, Ст1кп, Ст1пс, Ст2кп,
Ст3кп, Ст3пс, Ст4кп,
Ст4пс, 05кп, 05пс, 08кп,
10кп, 10сп, 15кп, 15пс,
20пс, 25пс, 08пс.
| 20
| 1310
| 11-15÷12-15÷13-15
| -
| Ст1сп, Ст2сп, Ст3сп, Ст3Гсп, Ст4сп, 0, 8, 10, 15, 20, 25,
30, 15Г, 20Г, 25Г, 30Г,
Ст3мост, М16С, 12к, 15к,
16к, 18к, 20к, 18Гпс
| 20
| 1310
| 12-30÷13-30÷14-45 | 10-13÷11-00÷12-45 | Ст5сп, Ст5пс, Ст5Гсп,
Ст6пс
| 600
| 1300
| 13-30÷14-00÷15-15 | 9-30÷10-05÷11-00 | Ст6сп, 35, 40, 45, 35Г, 40Г
| 650
| 1300
| 12-40÷13-30÷14-15 | 8-50÷9-30÷10-20 | 45Г, 09Г2, 14Г2
| 700
| 1300
| 11-45÷12-30÷13-20 | 8-15÷8-55÷9-45 | 12ГС, 16СГ, 17ГС
| 750
| 1300
| 11-00÷11-15÷12-15 | 7-40÷8-20÷9-00 | 09Г2С1, 15ГФ, 09Г2
| 800
| 1300
| 10-05÷10-45÷11-35 | 7-05÷7-40÷8-20 |
09Г2С
| 850
| 1300
| 9-15÷10-00÷10-35 | 6-30÷7-05÷7-40 | 900
| 1300
| 8-30÷9-00÷9-30 | 5-50÷6-15÷7-00 | 14ХГС, 10ХСНД
| 700
| 1290
| 12-45÷13-15÷13-30 | 8-55÷9-25÷10-30 | 15ХГСНД, 10Г2С1
| 750
| 1290
| 12-00÷12-25÷13-15 | 8-20÷8-50÷9-35 |
10Г2С1
| 800
| 1280
| 11-00÷11-25÷12-00 | 7-40÷8-15÷8-50 | 850
| 1280
| 9-45÷10-30÷11-05 | 7-00÷7-35÷8-00 | 900
| 1280
| 8-50÷9-25÷9-55 | 6-15÷6-40÷7-20 | 50, 55, 60, 65, 70, 75, 80
| 800
| 1280
| 11-45÷12-10÷13-00 | 8-30÷9-00÷9-30 |
85, 60Г, 65Г, 70Г, 80Г
| 850
| 1280
| 10-47÷11-15÷11-35 | 7-40÷8-10÷8-40 | 900
| 1280
| 9-30÷10-00÷10-30 | 6-50÷7-15÷7-5 |
|
